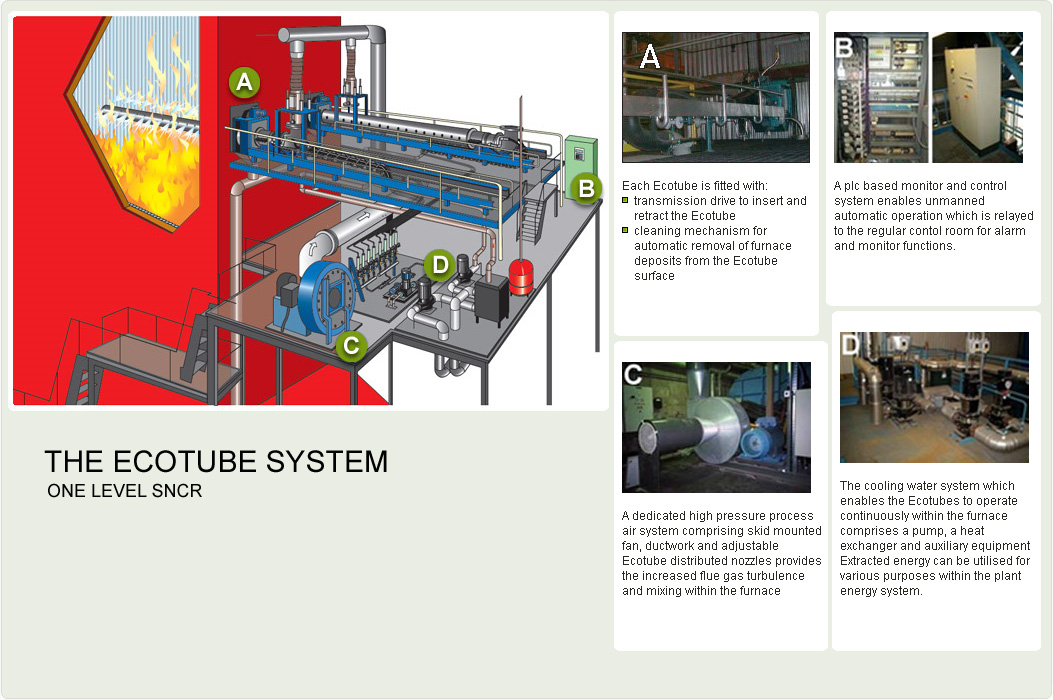
The first Ecotube System was installed in 1995 and has been installed in Waste to Energy boilers (10-85 MWth), Biomass and Coal boilers (25-270 MWth)
Installation Results:
- 30-90% NOx reduction
- 30-90% CO reduction
- 10-30% reduction of flyash
- 5-10% increased boiler load
- Reduced maintenance costs
Combustion Problem Areas are:
• Poor mixing/laminar flue gas flow
• Uneven temperatures and gas velocities
• Non utilized furnace volumes
• High NOx
• Frequent CO spikes
• High SNCR reagent consumption
• High ammonia slip
Financial Benefits
• Increased waste throughput
• Increased steam flow
• Reduced flue gas flow
• Reduced fly ash carry-over
• Reduced flue gas temperatures in convection pass
Environmental Benefits
• Reduced emissions of NOx, SOx, CO, NH3 and CO2
• Increased residence time in temperatures >850°C
• Radically improved mixing
• Distruction of laminar gas content
• Reduced NOx, CO, SOx, HCL and particles
• Lower stoichiometric ratio possible
Significantly improved combustion performance due to improved flue
gas mixing etc
NOx, SOx, CO, O2 reduction
Flue gas flow reduction
Increased residence time in temperatures >850°C
Increased boiler efficiency
Fly ash reduction
Read more about Ecotube Air Staging
NOx reduction
Read more about Ecotube SNCR
NOx reduction
O2 reduction
Flue gas temperature reduction
Read more about Ecotube FGR
Local temperature reduction
NOx reduction
Increased waste throughput
Slagging reduction
With the Ecotube SOx reduction technology a dry sorbent is injected via the Ecotube System into the upper part of the furnace to react with the SO2 in the flue gas.
A finely grained sorbent for example Limestone is distributed quickly and evenly over the entire cross section in the upper part of the furnace in a location where the temperature is in the range of 750-1,250°C. Limestone (CaCO3) or hydrated lime (Ca(OH)2) can be used as sorbent. The sorbent reacts with SO2 and O2 to form CaSO4. This is later captured in a fabric filter or ESP together with unused sorbent and fly ash. As with NOx reduction technology systems, reduction rates ultimately depend on an even distribution of the sorbent in the flue gas in combination with proper mixing together with the flue gases. Reaction times for SOx reduction are 1-2 seconds. The Ecotube SOx reduction technology can be implemented on different boiler elevations to deal with part load conditions.
Removal efficiency is greatly improved compared to traditional wall injection systems due to better mixing and better penetration of the solvent. Fine sorbent particle size and an even distribution of the sorbent over the cross-section of a boiler significantly improves the process performance.